Select Your Country/Region
Current Region:
![]() USA (EN)
USA (EN)
 Afghanistan(EN)
Afghanistan(EN)
How can we help you?
Current Region:
![]() USA (EN)
USA (EN)
How can we help you?
Our truck vacuum pumps are comprised from a wide variety of known brands, each with their own knowledge base and pedigree. This means we can offer a superior range of vacuum pumps, with each pump having the inherent high build quality and reliability you would expect from any Gardner Denver product.
Depending on your application and specific requirements, we can offer the ideal solution customised to the needs of your business. Our vane, lobe and liquid ring designs cover the flow rate, vacuum level and noise performance required in all markets, including the collection and delivery of both hazardous and non-hazardous liquid products.
We offer three product ranges of air cooled, oil lubricated vacuum truck pumps, suitable for a variety of applications. With performance across the range to suit your requirements, our products are ideally suited for the collection and discharge of waste liquid by road tankers.
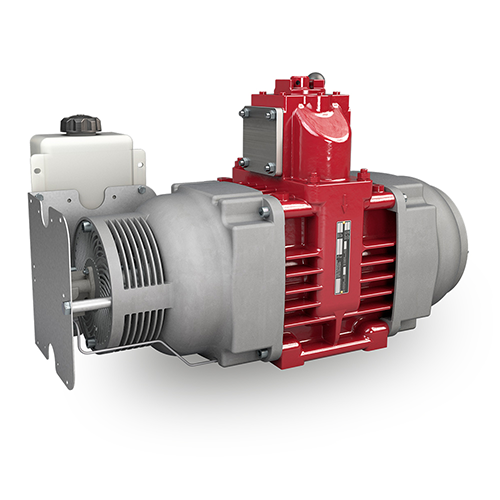
All of our truck vacuum pumps are available with reverse flow valves, enabling our customers to use the pumps for both vacuum suction and pressure discharge. The lightweight RFL102 waste vacuum pump offers increased installation possibilities with the addition of a pump mounted reverse flow valve. This, along with our close mounted suction filter and externally mounted oil tank ensure both compact and low installation times.
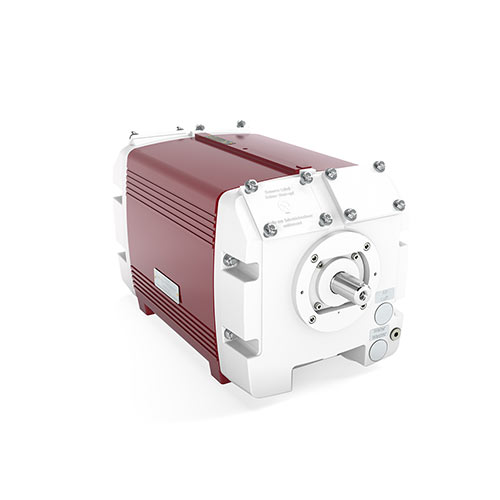
Our water cooled, oil lubricated truck vacuum pumps are designed for the loading and discharge of bulk liquids from waste vacuum applications and combination jetting/vacuum vehicles. We offer four models in the RFW range with air flow performance bands designed to suit your industry needs. Our portfolio also includes a range of ancillaries which provide a complete vacuum pump system installation, alongside multiple drive options.
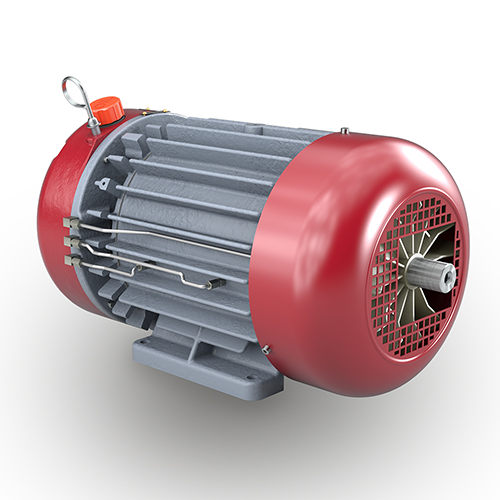
Gardner Denver Transport’s liquid ring vacuum pumps are manufactured for the high flow loading and discharge of bulk liquids from vacuum vehicles and waste vacuum tankers. Their advanced design means increased reliability and leak free operation, coupled with unmatched longevity. With four models available within the Aqualine range that offer a tiered flow performance, our liquid ring vacuum pumps are guaranteed to meet the needs and standards that your business demands.
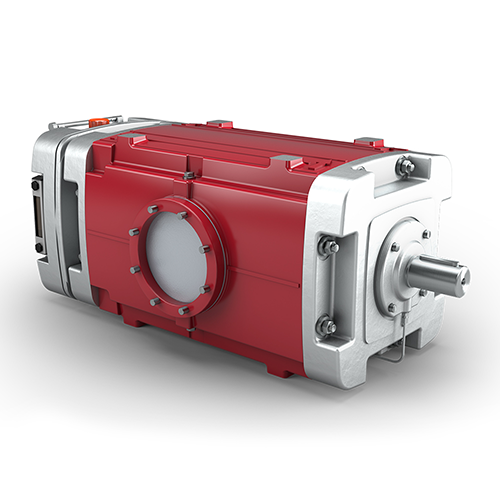
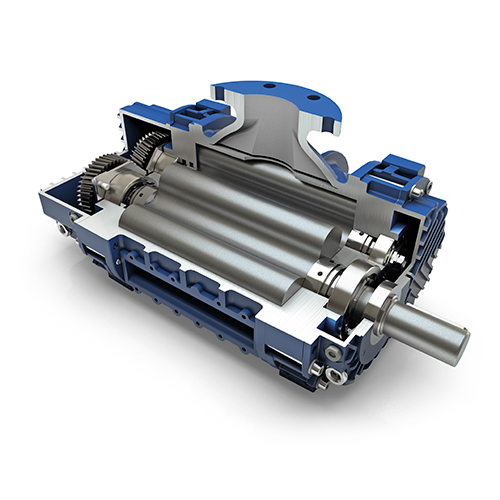
The Robuschi RB-DV rotary lobe vacuum blower can be operated at high levels of vacuum, making them ideal for vacuum tankers and handling wet and or dry waste. The RB-DV is also available in ATEX versions on request. This unit is also configurable with a specially developed noise enclosure for applications on mobile units to handle waste products.
Gardner Denver Transport provide a complete aftermarket service offering including access to our extensive network of service centres and engineers for all of our vacuum pumps. “We keep you moving” is more than just a strap line, it’s our promise. If you break down, we’ll get you into one of our dedicated local service centres and back on the road as soon as possible. To find out more about Gardner Denver Transport’s aftermarket portfolio, including our service kits, recommended maintenance intervals and localised support network, view our aftermarket capabilities homepage.
Our vacuum pumps are optimised for the collection and discharge of waste liquid products. The five models available offer a wide range of air flow performance making them suitable for all manner of liquid waste collection and discharge duties across several key applications.