Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
To better serve our customers in the pulp and paper industry, Nash and Runtech Systems are combing sales and aftermarket support efforts in Europe and North America.
With our extensive papermaking expertise and the most comprehensive equipment portfolio for paper machine dewatering and vacuum systems, we provide the optimal solution for all paper mills, from service and rebuilds to completely new papermaking lines.
Select the cards below and find the right solution for your pulp & paper application-specific requirements.
We pride ourselves on delivering pumps with a long lifespan and reliable performance, but every pump reaches a restoration point. We are here to help you with our NASH CERTIFIED ™ Unit Exchange (UX) Program.
If your current pump is losing performance, needs repairs or you simply want to replace it, you can exchange it, and receive an identical new or remanufactured pump for a fraction of the price.
NASH Certified remanufactured and exchange units are built to our exacting, OEM standards. Each performs at 95%* of a new pump, and we back them up with a 2-year warranty.
*Our remanufactured units are guaranteed to perform at 95% of new unit performance according to HEI standards.*
NASH liquid ring vacuum pumps are the paper industry's preferred choice because of their robust design and reliable, trouble-free operation. Click on the links below to learn more about how our technology can best serve your pulp & paper application needs.
When our customer needed to repair and refurbish their fleet of liquid ring vacuum pumps, they turned to Nash to ensure quick turnaround and a return to OEM specification guaranteeing 95%* of new pump performance.
With the increasing cost of power, energy cost is a concern for papermakers. Our large liquid ring vacuum pumps have a patented variable porting design that allows the pump to operate continuously at its peak efficiency, reducing power consumption.
Bigger and/or faster equipment is not necessarily better. A vacuum pump operating at off-design conditions may consume enough excess energy to pay for a properly sized, more efficient pump in a short period.
Our experienced engineers can properly size and select the vacuum pumps and water removal equipment required to operate your paper machine at its peak performance.
With more than 80 years of paper industry experience, you can be sure we provide the most efficient and reliable equipment specified for your application.
A global paper producer trusted Nash, a leading provider of vacuum systems to manufacture equipment and meet the demanding delivery schedule seamlessly.
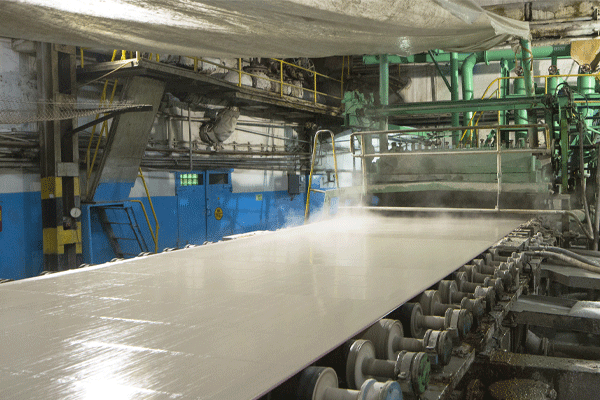
Removing as much water as possible early in the papermaking process allows the formation of a stronger, more consistent sheet while reducing web breaks and water removal costs in the press and drying sections. Low vacuum fans efficiency aid in water removal at the foils.
As the sheet moves down the wire, the alignment of the web fibers makes it more difficult to remove water from the sheet. This requires flatboxes to operate at a slightly higher vacuum level and the use of NASH liquid ring vacuum pumps to help remove water.
When the sheet reaches the couch, our pump provides the high vacuum dewatering needed for proper sheet consistency entering the press section. Its unique design allows our pumps to operate at varying vacuum levels, and handle liquid carryover while providing the rugged, reliable performance that you’ve always expected from Nash.
Felt conditioning, which is critical to sheet dryness and paper machine runability, requires a vacuum source at each uhle box that can effectively track felt performance and respond to changes in vacuum level over the life of the felt.
As the felt ages, it becomes less permeable and is more resistant to water removal. This requires an increased vacuum level to remove water. For more effective felt conditioning, TAPPI recommends that each felt be serviced by an independent vacuum source.
The inherent operating characteristics of NASH liquid ring vacuum pumps applied to each uhle box service automatically adjusts the operating vacuum levels to provide optimum water removal over the life of the felt.
The water removed during the felt conditioning process contains felt hairs, paper fibers, and chemical contaminants that can cause premature wear of the vacuum pump internal components if not removed before pump inlet.
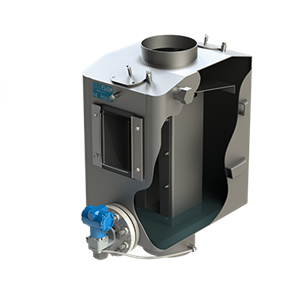
NASH air-water separators (with either barometric drop legs, or low-NPSH water removal pumps) prevent process water from entering the seal water systems and extend the operating life of the vacuum pump.
Water effluent from the separators and separator packages can be easily monitored and quantified through the use of NASH V-notch seal tanks. These seal tanks are available in single and multiple compartment configurations and provide a visual indication of the water removed from the process.
In closed-loop applications where the vacuum pump seal water is reused and the heat of compression must be removed, or in once-through applications where the temperature of the water must be reduced for environmental concerns, the NASH splash series cooling tower can be used. The compact/modular design allows it to be used both indoors and outdoors and its unique fill design reduces clogging in most dirty water applications.
With reliable vacuum pumps, compressors, engineered systems, and turbo blowers for paper production and water removal for paper machines, Nash and Runtech are the preferred choice for our customers.
Our products require minimal maintenance and keep your process running smoothly, even under the industry's demanding conditions.
With product upgrades that include the NASH ECO-FLO for water savings, and the NASH EnduraSeal, we continue to offer innovative solutions that further enhance reliability while increasing energy savings and profitability for your mill.
Our reputation in the paper industry is well known and hard-earned. The reason is simple - our equipment is proven to help your mill produce quality paper at a lower cost; further proof that smarter works harder.
Need reliable performance plus energy savings? You need Nash and Runtech.
 Afghanistan(EN)
Afghanistan(EN)