Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
Vacuum & compression systems for chemical processing applications directly influence production, unit cost, environmental impact, energy costs, and safe handling of many materials such as aggressive or problematic gases and liquids, as well as damp, dusty, corrosive, or flammable environments.
Nash has been serving process industries such as chemical, pharmaceutical, and petroleum for more than a century. Renowned for delivering quality, reliability, value, and performance, NASH systems are the ideal vacuum & compression solutions for the demands your chemical process requires. Our engineered systems provide a total cost of ownership, and maximize process output and efficiency while minimizing maintenance and pollution into the environment.
You can count on Nash to design and deliver the right solutions for your vacuum pump & compressor system application. As a worldwide leader in vacuum technology, Nash has the expertise and knowledge to ensure that you receive the best product for your application.
With a strong emphasis on putting the needs of our customers first, Nash has employed distinguished and highly experienced teams of Application Engineers in conjunction with seasoned Mechanical Design teams to ensure our customer’s success when applying vacuum to the most demanding applications.
Nash designs systems to meet your specific requirements beginning with the fundamentals - capacities, vacuum pumps, or pressure levels and the unique demands your process will require. We take into consideration your objectives relative to operating costs and initial capital investment. Then, we engineer a NASH system to satisfy all your needs.
NASH chemical vacuum pumps are the industry's preferred choice because they safely and reliably handle explosive gases and corrosive vapors. Click on the links below to learn more about how Nash technology can best serve your application needs.
Our range of products can be individually applied or combined into packaged systems with additional components to serve a variety of process demands. From hermetically sealed pumps that eliminate leakage to engineered hybrid vacuum systems that optimize efficiency, we deliver smarter solutions custom-tailored to your specific requirements.
Nash knows the technology behind liquid ring vacuum pumps because we invented the liquid ring principle of operation. Liquid ring vacuum pumps operate at low temperatures and are suitable for handling liquids, steam, and condensate. Developed for the toughest applications, these pumps can safely and reliably handle explosive gases and corrosive vapors.
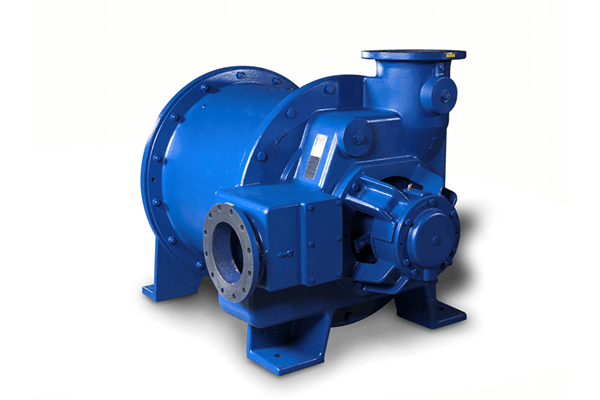
Requiring minimal care and known for extremely low maintenance, NASH liquid ring vacuum pumps provide years of dependable service because of their robust design, rigorous quality, and simple design. Thanks to their low operating costs and extensive performance range, our vacuum pumps excel in any application.
Our mag drive liquid ring pump & compressor series provides reliable, leak-free performance for applications requiring the highest levels of safety. These liquid ring compressors are an ideal match for process applications in the chemical, pharmaceutical, and petrochemical industries.
NASH dry vacuum pumps & systems deliver dry, clean, flexible, and safe vacuum solutions that are engineered for rigorous, non-stop demands of tough industrial environments in chemical processes. These dry vacuum pumps & systems are one of the most reliable and highly efficient solutions on the market.
NASH dry vacuum pumps & systems offer significant process and economic benefits with lower installation expenses, easier maintenance, low running costs, and reduced environmental impact while providing a more flexible vacuum.

Our expertise in the design and manufacture of systems engineered to meet specific process needs is unparalleled. Nash provides pre-engineered, configurable, and custom engineered vacuum systems to serve processes specific to applications in the chemical industry.
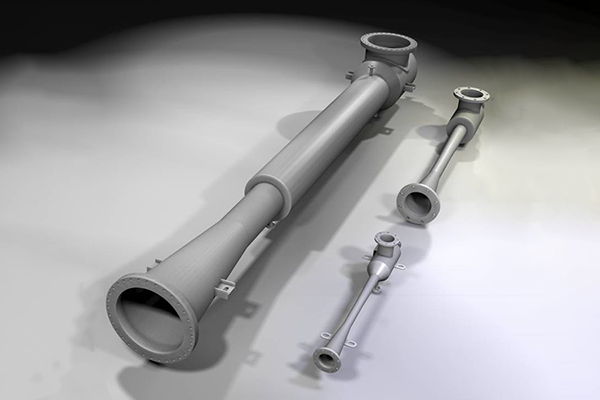
Whether on their own or as part of a NASH hybrid vacuum system and air-jet ejectors are engineered for optimum efficiency, while maintaining their ability to handle large volumes at very high vacuum levels. With no moving parts, steam and air ejectors deliver reliable performance, simpler operation with a low capital cost.
All NASH equipment is fully assembled and tested before installation. This assures top quality and avoids issues or operational downtime. Nash is a global leader of highly engineered industrial vacuum solutions.
Backed by over 110 years of experience, NASH CERTIFIED™ experts provide aftermarket support with maintenance, service, parts, and repair. NASH service centers are globally located to keep your systems operating and to protect your vacuum investment by providing quality, reliable and efficient solutions.
 Afghanistan(EN)
Afghanistan(EN)