Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
For over 50 years, we have supplied multistage centrifugal blower solutions that come with lower initial cost and superior mechanical reliability when compared to high-speed single-stage blowers.
Hoffman & Lamson has the product knowledge and industry expertise to design and manufacture air blower technologies required to handle demanding applications.
Learn more about our tailored solutions for your specific process requirements by clicking the products below.
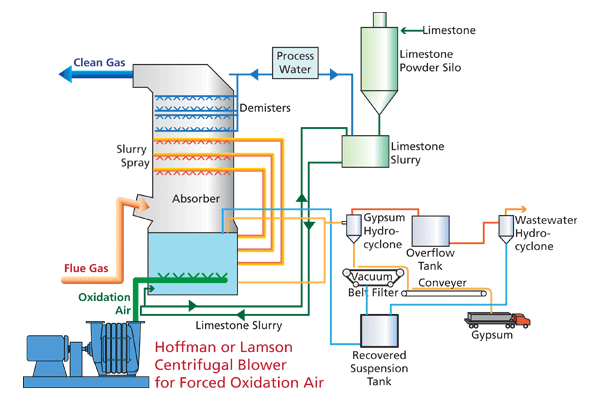
In wet flue gas desulfurization systems (FGD), a scrubbing liquid containing alkali reagent enhances the absorption of SO2 and other acid gases. Lime and limestone are the most commonly used reagents. Sodium-based solutions (sometimes referred to as clear solutions) provide better SO2 solubility and fewer scaling problems than lime or limestone, but they are much more expensive to use.
Most FGD systems employ two stages: fly ash and SO2 removal. Individual FGD systems vary considerably. In general, flue gas from the boiler first passes through a particular emission removal device then into the absorber. The gas passes through the entertainment separator to a reheater and is finally exhausted out of the stack.
A slurry of spent scrubbing liquid and sludge from the absorber goes to a recirculation tank. From there, a fixed amount of the slurry bleeds off to process the sludge. At that time, an equal amount of fresh lime is added to the recirculation tank. The sludge goes to a clarifier, which removes a large portion of water, and then to a holding tank. Makeup water is added to the process-water holding tank, and this liquid is returned to the recirculation tank.
The partially dewatered sludge from the clarifier goes to a vacuum filter, where most of the waters removed (and sent to the process-water holding tank), and the sludge moves to a settling pond.
Early limestone FGD systems had scrubber operating problems, such as plugged and clogged nozzles, scrubber internals, and mist. Absorption efficiency can increase at high pH values since more alkali is available to dissolve the SO2 gas. However, scale buildup will occur if the scrubber operates at very high pH values. The pH levels can be maintained by carefully controlling limestone and water feed rates. Low pH reduces removal efficiency; high pH causes scale buildup scrubber internals.
Lime and limestone FGD systems are capable of removing SO2 with efficiencies over 90%. The addition of small amounts of reagents, such as soluble magnesium, to the scrubber liquor can increase the SO2 removal efficiencies.
Another scrubber operating problem occurring in lime and limestone FGD systems is that calcium sulfite in the sludge settles and filters poorly. It can be removed from the scrubber slurry only in a semi-liquid or paste-like form.
A process improvement called forced air oxidation was developed by an EPA research laboratory to address this problem. In forced-air oxidation, the air is blown into a designated section of the absorber module or a separate reaction (oxidation) tank. The air oxidizes the calcium sulfite to calcium sulfate in the following reaction: CaSO3 + H2O + ½ + O2→CaSO4 + H2O
The calcium sulfate formed by this reaction grows to a larger crystal size than calcium sulfite. As a result, it is easily filtered, forming a drier and more stable material that can be disposed of in a landfill or sold as a product to make cement or gypsum wallboard or can be used as a fertilizer additive.
Forced oxidation also helps control scale buildup problems on scrubber internals by removing the calcium sulfite from the slurry in the form of calcium sulfate, which is more easily filtered. This prevents calcium sulfites from oxidizing and precipitation in the scrubber’s internal areas.

The wet FGD scrubber is designed for constant recirculation of the reagent slurry with the scrubber design based on 100% utilization of the power-producing boiler. The scrubber is designed to operate at or near 100% capacity at all times. Due to the utilities’ desire to maximize power production at all times, only minor variations in the flow should affect the forced oxidation blowers.
Also, plants aim to maintain the slurry level at a constant level to maximize SO2 removal, which again, minimizes flow variations and makes our multistage centrifugal blowers, one of the most efficient and reliable types of blowers for constant airflow.
HOFFMAN & LAMSON blowers come with a much lower initial cost than high-speed-single-stage (HSSS) blowers and offer superior mechanical reliability. HSSS gearboxes, guide vanes, and pressure lube systems are prone to failure, and oil pumps, filters, and coolers add to their high maintenance costs. Besides, spare parts for HSSS are extremely expensive and require additional controls and monitoring.
Hoffman & Lamson is recognized worldwide as a leading global provider of blower/exhauster solutions for general industrial applications.
For over a century, our customers have trusted the quality performance that our industrial air or gas blowers provide. Our priority continues to be unparalleled responsiveness to meeting our customer’s needs. Our unwavering commitment to engineering innovative product designs and quality manufacturing is evident with over 100,000 multistage centrifugal blowers/exhausters installed worldwide.
Hoffman & Lamson has a strong reputation as a global leader of engineered solutions and producing premier quality products efficiently and economically. Trust Hoffman & Lamson for the quality, reliability, and performance you expect and your operation demands.


 Afghanistan(EN)
Afghanistan(EN)

