Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
Sewage sludge incineration plants are used as multiple hearth furnaces and fluidized bed incineration. The majority of operating sludge incinerators are multiple hearth designs, while the other designs are fluidized bed combustors. HOFFMAN & LAMSON blowers are used in multiple hearths and fluidized bed sludge incineration as either cooling or fluidizing air blowers.
Our blowers are custom manufactured and designed to deliver a specific airflow and pressure making these blowers very efficient. This is why HOFFMAN & LAMSON blowers are the preferred technology for the wastewater industry and have the best reputation for longevity and service.
The air-cooled variation of the multiple hearth furnace (MHF) is used to incinerate sewage sludge. The basic multiple hearth furnace is a vertically oriented cylinder. The outer shell is constructed of steel, lined with refractory, and it surrounds a series of horizontal refractory hearths. A hollow cast-iron rotating shaft runs through the center of the hearths.
Cooling air is introduced into the shaft and its “rabble arms,” which extend above the hearths. Each arm is equipped with several teeth that are shaped to rake the sludge in a spiral motion.
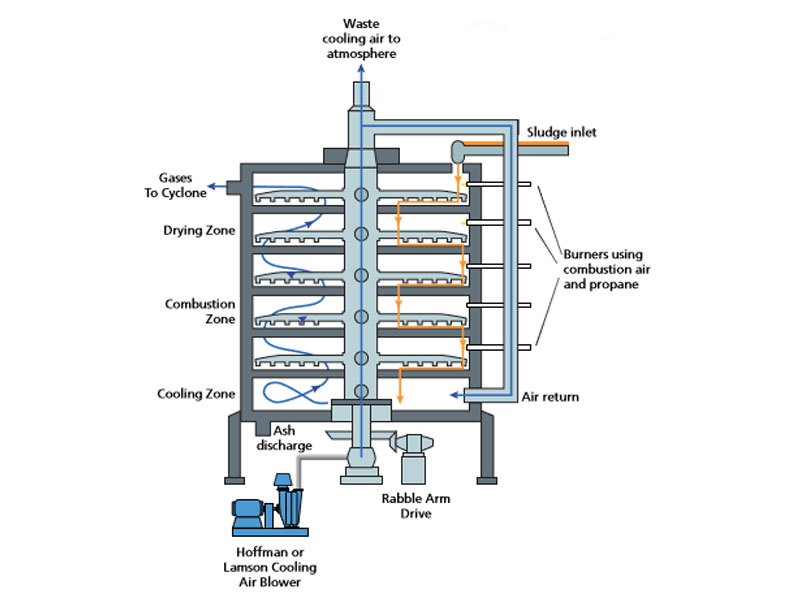
In most multiple hearth furnaces, partially dewatered sludge is fed onto the perimeter of the top hearth. The rabble arms move the sludge through the incinerator by raking the sludge toward the center shaft where it drops through holes located at the center of the hearth. In the next hearth, the sludge is raked in the opposite direction. The effect of the rabble motion is to break up solid material to allow better surface contact with heat and oxygen.
Scum may also be fed to one or more hearths of the incinerator. The scum quantities are generally small compared to those of other wastewater solids.
Ambient air is first ducted through the central shaft and its associated rabble arms. A portion, or all of this air, is recirculated from the top to the bottom as preheated combustion air. The combustion air flows upward through the drop holes in the hearths, countercurrent to the flow of the sludge, before being exhausted from the top hearth. Air also enters the bottom to cool the ash. Provisions are usually made to inject ambient air directly into the middle hearth.
Multiple hearth furnaces are sometimes operated with afterburners. Afterburners further reduce odors and concentrations of unburned hydrocarbons. In afterburning, furnace exhaust gases are ducted to a chamber where they are mixed with supplemental fuel and air and completely combusted.
Under the normal operating condition, 50%-100% excess air must be added to a multiple hearth furnace to ensure complete combustion of the sludge. Besides enhancing contact between fuel and oxygen in the furnace, these high rates of excess air are necessary to compensate for normal variations in both the organic characteristics of the sludge feed and the rate at which it enters the incinerator.
Fluidized bed incineration is used to convert dewatered sludge cake to ash. This process is complex and usually found in medium to large plants but in cases where land for disposal of the sludge is not available, then smaller plants may incinerate.
Fluidized bed combustors consist of a vertically oriented outer shell constructed of steel and lined with refractory. Nozzles designed to deliver blasts of air are located at the base of the furnace within a refractory-lined grid. A bed of sand, approximately 2.5 feet (0.75 meters) thick rests upon the grid.
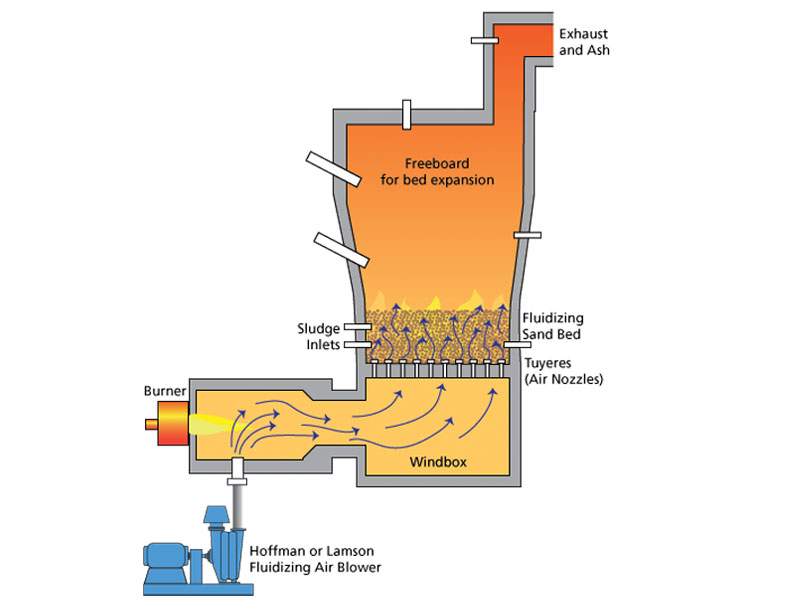
Partially dewatered sludge is fed into the lower portion of the furnace. Air is injected into fluidized beds of hot sand and the incoming sludge. As the sludge burns, fine ash particles and some sand are carried out at the top of the furnace.
Fluidization achieves ideal mixing between the sludge and the combustion air. The turbulence facilitates the transfer of heat from the hot sand to the sludge. Smaller amounts of excess air are required for complete combustion of the sludge. Typically, fluidized bed incinerators can achieve complete combustion with 20%-50% excess air, about half of that required by multiple hearth furnaces.
Electric infrared incinerators consist of a horizontally oriented, insulated furnace. A woven wire conveyor belt extends the length of the furnace and infrared heating elements are located in the roof above the conveyor belt. Combustion air is preheated by the flue gases and injected into the discharge end of the furnace.
Cyclonic reactors are designed for small capacity applications. Preheated combustion air is introduced into the vertical cylindrical chamber at high velocity. The sludge is sprayed radially toward the hot refractory walls.
Rotary kilns are used for small capacity applications. The kiln is inclined slightly from the horizontal plane, with the upper end receiving both the sludge feed and the combustion air. A burner is located at the lower end of the kiln.
The wet oxidation process is not strictly incineration; it utilizes oxidation at elevated temperature and pressure in the presence of water or flameless combustion. The thickened sludge is first ground and mixed with compressed air. The slurry is then pressurized and the mixture is circulated through a series of heat exchangers before entering a pressurized reactor.
Virtually any material that can be burned can be combined with sludge in a co-incineration process. Common materials for co-combustion are coal, municipal solid waste, wood waste, and agricultural waste. Refuse co-fired with sludge is limited to multiple hearth incinerators only.
Equipment is tested before reaching the customer or end-user. Thus, ensuring top quality and avoids unforeseeable issues or operational downtime. Therefore, upholding Hoffman & Lamson’s strong reputation as the global leader of engineered solutions and producing premier quality products efficiently and economically. There are over 100,000 HOFFMAN & LAMSON multistage centrifugal blowers and exhausters in operation worldwide.


 Afghanistan(EN)
Afghanistan(EN)
