Select Your Country/Region
Current Region:
![]() USA (EN)
USA (EN)
Current Region:
![]() USA (EN)
USA (EN)
How can we help you?
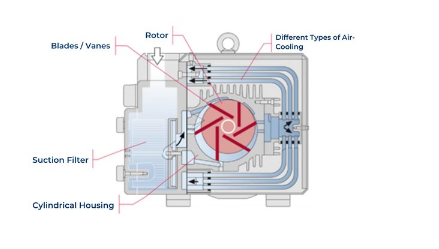
Rotary vane pumps operate by expanding volume at the inlet and compressing that volume at the exhaust. This is accomplished by placing the rotor eccentrically inside of the cylindrical housing, such that it is nearly touching the housing at the top, and is distanced from the bottom. This rotor houses the vanes, and when it spins, centrifugal force causes these vanes to be slung out of the grooves they sit in until they contact the cylinder wall. When the vanes are in this extended position, they create an effective gas barrier that splits the pump cavity into multiple sections.
As they rotate, the sections exposed to the inlet port will continually be expanding, and the sections exposed to the exhaust port will continually be contracting. This causes the process gas to be drawn into the inlet, compressed within the pump, and expelled out the exhaust port. As the vanes are physically in contact with the cylinder wall, lubrication is required. This lubrication also aids sealing between the sections of the cylinder, as well as facilitates heat transfer away from the site of compression. These actions combine in a way that allows oil-lubricated rotary vane pumps to be capable of very low base pressures, and as such, they are suitable for applications requiring vacuum levels as low as 0.375 Torr.
Incorporating an oil-lubricated rotary vane vacuum pump into your industrial vacuum systems can be a suitable and cost-efficient alternative to liquid ring vacuum pumps, depending on the application.
Along with notable benefits like high-efficiency performance with low cost of ownership, vane pumps in the NRV Series offer several design and performance features for a variety of industrial applications.

Nash specializes in the design of custom vacuum systems built for unique process requirements. Our rotary vane vacuum systems are based on standard components, but specifications and system design can vary depending on your requirements.
Rotary vane vacuum pumps offer versatile performance benefits within a wide range of applications and industries. NASH engineers commonly incorporate vane pumps into our custom, engineered-to-order vacuum systems for optimal performance within unique systems. Vane pumps are an increasingly popular and sustainable choice within the automation, plastics, laboratory service, food and beverage, metallurgy, and power industries.
 Afghanistan(EN)
Afghanistan(EN)