Select Your Country/Region
Current Region:
![]() Global (EN)
Global (EN)
Current Region:
![]() Global (EN)
Global (EN)
How can we help you?
Our industry leading dry running and oil lubricated rotary vane vacuum pumps and low pressure compressors cater for a wide performance range. The eco-friendly dry running rotary vane pumps are used for industrial vacuum, pressure and combined pressure and vacuum applications. The time-tested oil lubricated rotary vane pumps are typically used for generating vacuum.
Advantages at a glance

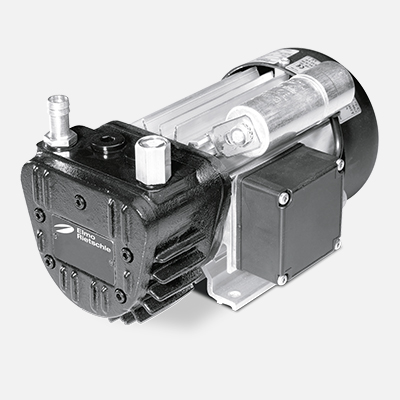
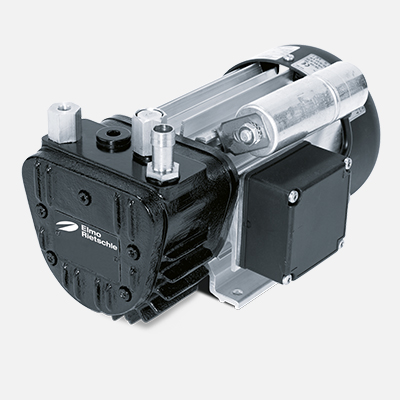
Elmo Rietschle Oil-lubricated rotary vane vacuum pumps are used in a wide variety of industrial applications. Offering the largest range of oil-flooded vacuum pumps for industrial coarse and fine vacuum operation.
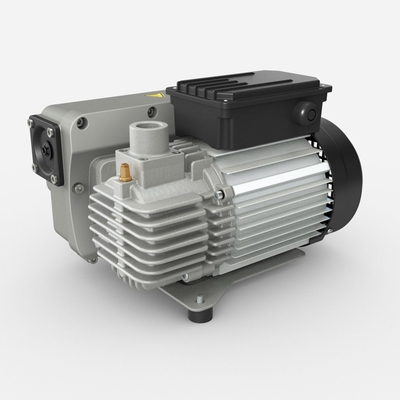
The range of eco-friendly dry running rotary vane pumps from Elmo Rietschle have a wide performance range, making them suited to a broad range of applications. Design features include maximized cooling air pathways, heat resistant materials, sound reduction covers and relief valves.
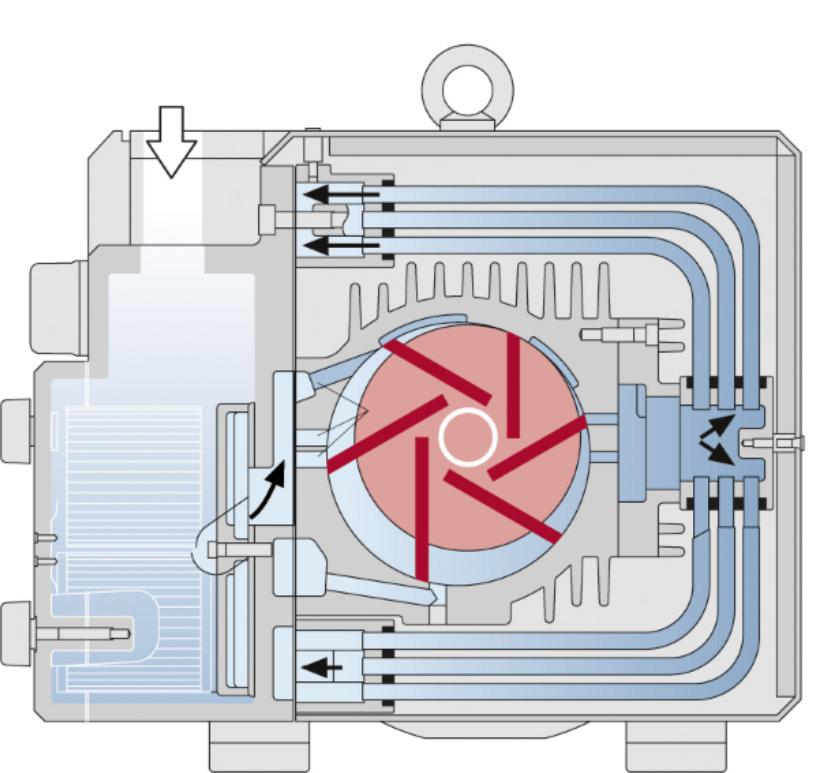
Pressure increase by volume reduction is the principle behind rotary vane operation. This design offers excellent service in pressure, vacuum or a combination of both.
In a cylindrical casing a rotor is positioned eccentrically so that it is on the top almost touching the cylinder. Rotor blades or vanes as they are called, are positioned inside rotor slot.
When the rotor starts turning, due to centrifugal force the blades are thrown out and slide against the internal surface of the cylinder. In this way a cell is formed between two blades with a volume that changes constantly during rotation.
Air enters from the inlet port into a cell until the rear blade reaches the far end of the inlet port. At this point the cell has achieved its maximum air volume. As the cell then moves away from the port its volume becomes smaller and smaller, the air is thus compressed and the pressure rises.
This continues until the pressure in the cell exceeds that in the pressure chamber and the compressed air then outlets through the outlet port.
Some models are fitted with exhaust valves which stop the backflow of this discharged air if the maximum pressure has been reached. In a vacuum pump the process is similar, but the cell gives decreasing pressure, and the chamber is at atmospheric pressure.
With pressure-vacuum pumps the lower end of the inlet port(s) for the vacuum is moved forward. The cell can now be filled through second inlet. To avoid impairing the vacuum, this second inlet port is located about one cell segment away from the main suction port. The ratio between vacuum and pressure capacities can be influenced by the choice of inlet port.
Our oil lubricated rotary vane vacuum pumps are used in a wide variety of industrial applications. We offer the largest range of oil flooded vacuum pumps for industrial vacuum operation.
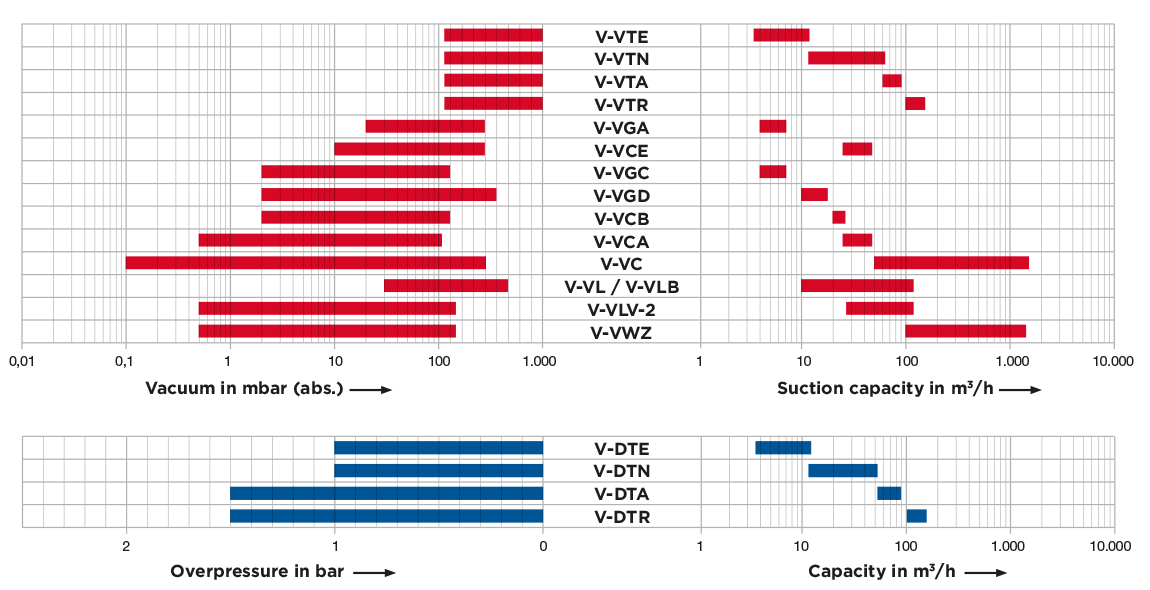
Compact V-VTE vacuum pumps and V-DTE compressors are each available in four sizes. Low noise and reliability make this series an ideal choice for many OEM applications.
Our medium size dry pumps are available in vacuum (V-VTN), pressure (V-DTN) and combination models (V-KTN). Design features of these include maximized cooling air pathways, heat resistant materials, sound reduction covers and relief valves.
The next largest group of dry rotary vane pumps also offers all operation types – vacuum (V-VTA), pressure (V-DTA) and combination models (V-KTA). Developed as continuous duty pumps for printing and paper handling machines, this series is now used widely in many industrial applications.
A new range of rotary vane pumps is available as vacuum (V-VTR), compressor (V-DTR) and as combined pressure-vacuum version (V-KTR). The benefits of the new range are visible at a glance: maintenance and control panel are placed on one side only for easy access to filters and valves. Additional features include heat reduction through large cooling air pathways and vents. Design features such as the solid ribs, optimised cooling air circulation, thermal separation of suction and compression chambers within the filter housing, as well as a minimum number of connected heat transferring parts reduce machine temperatures.
 Afghanistan(EN)
Afghanistan(EN)