铣削、打磨、研磨、破碎、切削或者简单地处理粉末状物料可形成可燃性粉尘。当研磨机或工厂内积聚粉尘时,有可能发生爆炸和造成火灾与破坏。每一家制造厂都存在隐患。
2008 年,在发生多起轰动的饲料厂爆炸事件之后,OSHA 重新发布了 CPL 03-00-008,其中概述了关于降低燃烧风险的建议与指导方针。安全机构持续关注此问题以及减少此问题发生的方法。
一起火灾的三个要素:
在增加下列两个要素之后,将会达到发生一起可燃性粉尘爆炸的条件:

如果在一个密闭或半密闭的区域内将尘雾点燃,则会非常迅速地燃烧并有可能发生爆炸。这种首次爆炸会导致更多的粉尘变松或者损坏粉尘抑爆系统。因此,额外的粉尘会造成二次爆炸,由于扩散可燃性粉尘的数量增多以及浓度升高,因此破坏力会远远大于首次爆炸。
诸如粒径、颗粒形状、通风系统、气流以及水份含量等因素均会对粉尘的可燃性产生影响。此外,这些因素会在处理物料时发生变化。因此发布的关于粉尘爆炸性的表格可能价值有限,即使是粒径大于 NFPA 654 关于“直径不大于 420 微米的任何精细划分的固体材料”的定义。
NFPA 654, 第 8.2.2.2 条中写道:“吸尘将是清洁的首选方法。”此报告在第 8.2.2.4 条中继续写道:“吸尘、清扫或水冲洗方法首先用于清洁在使用压缩空气之前可安全进入的清洁表面。”

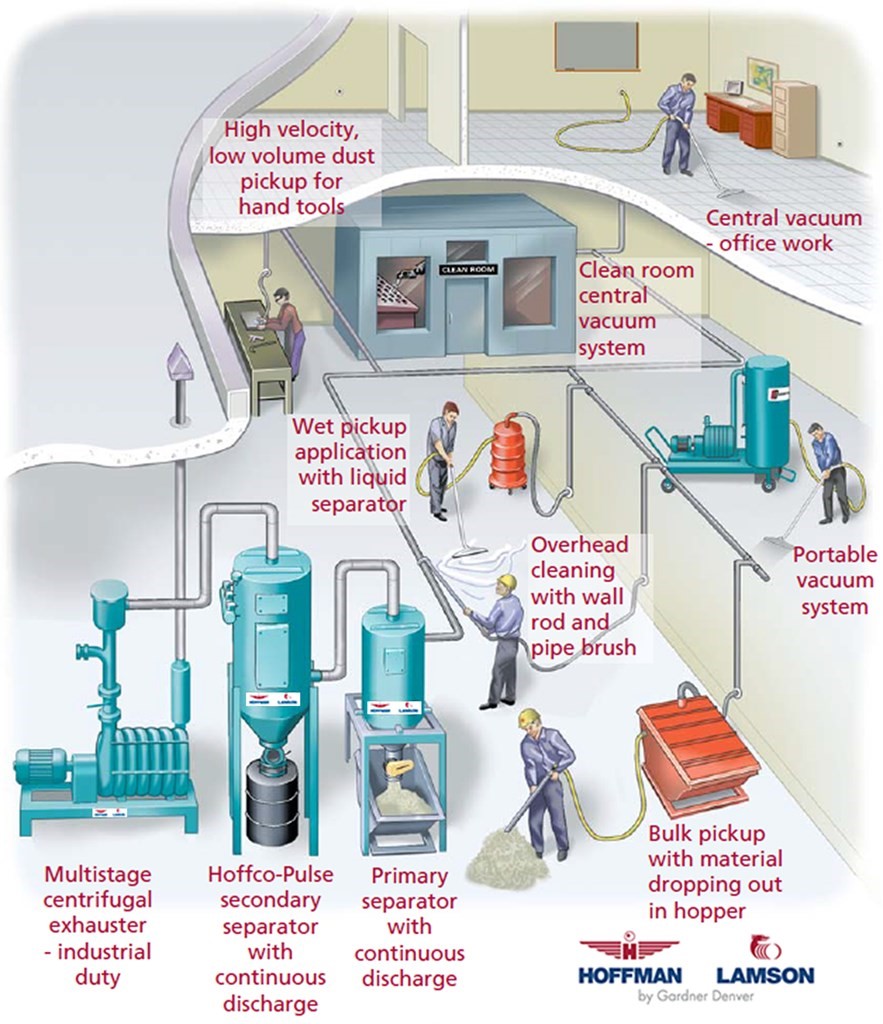
无论 OSHA、FDA 还是 NFPA 均首推采用真空的厂房管理方法。一些工厂尝试使用商用型真空。 这些对于普通清洁或许可行,但是当用于可燃性粉尘时,有可能提高爆炸的风险性。在这些环境中,中央真空系统是更好的选择。
中央真空系统与传统的气动输送系统或粉尘收集系统不同。 气动输送系统具有指定的气源与目的地,而中央真空系统在真空拾取点的数量与位置上不同。大多数系统为多名用户设计,因此需要在一名或多名用户同时使用系统时发挥同样的性能。
真空系统分为便携式与中央式两种。便携式系统通常轮子上安装有一个收集容器,并且有一根柔性塑料软管与容器连接。可在软管的未固定一端使用不同的真空连接件。真空由一台鼓风机或者工厂压缩空气提供。
中央系统由一台配有收集容器的真空动力装置组成,通常安装在工厂的某个位置。在一些应用中,动力装置与容器位于轮子上,因此可移动系统。管网从收集容器沿着天花板延伸至多个工作站或者拾取点。在每个工作站,均有一根柔性软管在顶部与真空网络连接,然后下降至位于底部的操作人员层级。与便携式系统相同,未固定端可使用多种连接件,每个连接件经过设计,可最有效地拾取位于某些位置的某些类型的物料。中央系统通常有一台较大的鼓风机对其运行。
HOFFMAN & LAMSON 中央真空系统提供可消除爆炸隐患的解决方案,以保护您的员工和符合 OHSA 法规要求。 从防爆通风口到隔离阀、灭火系统与无焰装置,我们以可靠性能闻名的真空系统可提供最大限度降低燃烧可能性的定制化解决方案。
全国消防协会 (NFPA) 下设标准理事会发布了 NFPA 654 的 2013 年修订版:关于防止因制造、加工与处理可燃性颗粒固体造成的火灾与粉尘爆炸的标准。该标准现已生效,其中进行了多处重要修改,最明显之处涉及到厂房管理以及确定工厂内是否存在闪火或爆炸危险。
第 8.2 概述了关于制定正式厂房管理计划的要求。工厂必须实施定期检查过程,以评估粉尘积聚速度与厂房管理频率,以防止墙壁、地板、水平表面(例如:设备、管道、管子)、吊顶上方以及封闭表面(例如:电气柜)的积聚水平达到阈值。
第 8.2.1.4 节规定进行有据可查的风险评估,以确定为符合新规所需进行的内部管理程度。访问 www.OSHA.gov 了解更多信息


 China(ZH)
China(ZH)