Seleccione su país/región
Región actual:
![]() Spain (ES)
Spain (ES)
Región actual:
![]() Spain (ES)
Spain (ES)
¿Cómo podemos ayudarlo?
Llevamos más de 50 años ofreciendo soluciones de soplante centrífuga de varias etapas que tienen un menor coste inicial y aportan mayor fiabilidad mecánica que las soplantes de una etapa y alta velocidad.
Hoffman & Lamson cuenta con conocimiento del producto y experiencia industrial para diseñar y desarrollar las tecnologías de soplante de aire necesarias para las aplicaciones más exigentes.
Haga clic en los productos siguientes para obtener más información sobre nuestras soluciones personalizadas para sus necesidades concretas de proceso.
En los sistemas de desulfuración húmeda de gases de combustión (FGD), un líquido depurador que contiene reactivos alcalinos mejora la absorción de SO2 y otros gases ácidos. Los reactivos de uso más frecuente son la cal y la caliza. Las soluciones a base de sodio (denominadas también soluciones claras) ofrecen mayor solubilidad de SO2 y menos problemas de incrustación que la cal o la caliza, pero su uso es mucho más costoso.
La mayoría de los sistemas de FGD utilizan dos etapas: ceniza volante y eliminación de SO2. Cada sistema FGD varía significativamente. Por lo general, el gas de combustión de la caldera pasa por un dispositivo especial de eliminación de emisiones antes de entrar al absorbedor. El gas pasa por el separador antes de entrar a un recalentador y se expulsa finalmente por la chimenea.
El lodo resultante del líquido depurado y el agua residual del absorbedor entra en un depósito de recirculación. En ese momento, se purga una cantidad fija de lodo para procesar el agua residual. A continuación, se añade una cantidad equivalente de cal al depósito de recirculación. El agua residual entra en un clarificador que elimina gran parte del agua antes de pasar a un depósito de retención. Se añade agua de relleno al agua de proceso del depósito de retención y el líquido resultante vuelve al depósito de recirculación.
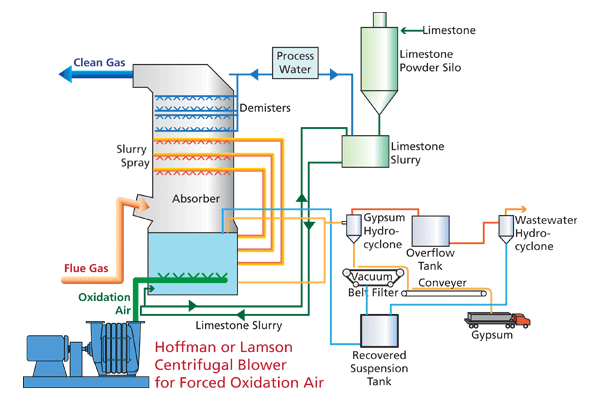
El lodo parcialmente deshidratadaodel clarificador entra en un filtro de vacío que elimina la mayor parte del agua enviándola al depósito de retención del proceso y los residuos se dirigen a un estanque de sedimentación.
Los primeros sistemas FGD de caliza presentaban diversos problemas de depuración, como la obstrucción de boquillas, las averías internas y la formación de neblina. La eficiencia de absorción puede mejorar con valores de pH altos porque hay más álcalis para disolver el gas SO2. No obstante, habrá más incrustaciones si el depurador funciona con valores de pH muy altos. Los niveles de pH se pueden mantener controlando cuidadosamente las tasas de aporte de caliza y agua. Un pH bajo reduce la eficiencia de eliminación, mientras que un pH alto provoca incrustaciones en los componentes internos del depurador.
Los sistemas FGD de cal y caliza pueden eliminar el SO2 con una eficiencia superior al 90 %. La incorporación de pequeñas cantidades de reactivos a la solución del depurador, como el magnesio soluble, puede mejorar la eficiencia de eliminación de SO2.
Otro problema de funcionamiento del depurador en los sistemas FGD de cal y caliza es la sedimentación y el filtrado deficiente del sulfito de calcio del lodo. Solo puede eliminarse del lodo en forma líquida o pastosa.
Para resolver este problema, un laboratorio de investigación EPA desarrolló una mejora del proceso denominada oxidación forzada por aire. En la oxidación forzada por aire, se inserta aire en una sección del módulo absorbedor o en un depósito de reacción (oxidación) independiente. El aire oxida el sulfito de calcio hasta convertirlo en sulfato de calcio mediante la siguiente reacción: CaSO3 + H2O + ½ + O2→CaSO4 + H2O
El sulfato de calcio formado por esta reacción tiene un tamaño de cristal superior al del sulfito de calcio. Como consecuencia, se puede filtrar fácilmente y da lugar a un material estable que se puede depositar en vertederos o vender como producto para la fabricación de cemento, yeso o aditivos de fertilizante.
La oxidación forzada también permite controlar los problemas de acumulación de incrustaciones en los componentes internos del depurador transformando el sulfito de calcio del lodo en sulfato de calcio, más fácil de filtrar. Este proceso evita la oxidación del sulfito de calcio y su precipitación en las zonas internas del depurador.

El depurador FGD húmedo se ha diseñado para ofrecer recirculación constante del lodo reactivo y se basa en un 100 % de utilización de la caldera generadora de energía. Está diseñado para funcionar permanentemente en torno al 100 % de su capacidad. Dada la conveniencia de maximizar la producción de energía en todo momento, las soplantes de oxidación forzada solo admiten pequeñas variaciones de caudal.
Al mismo tiempo, las plantas intentan mantener un nivel constante de lodo para maximizar la eliminación de SO2, lo que minimiza las variaciones de flujo y convierte a nuestras soplantes centrífugas de varias etapas en una de las tecnologías más eficientes y fiables para flujos de aire constantes.
Las soplantes HOFFMAN & LAMSON tienen un coste inicial mucho más reducido que las soplantes de alta velocidad y una etapa (HSSS), además de ofrecer mayor fiabilidad mecánica. Las cajas de engranajes, las paletas guía y los sistemas de lubricación a presióin son propensos a sufrir fallos. Al mismo tiempo, las bombas de aceite, los filtros y los enfriadores incrementan los costes de mantenimiento. Además, los repuestos HSSS son muy costosos y requieren medidas de control y supervisión adicionales.
Hoffman & Lamson goza de prestigio en todo el mundo como proveedor de soplantes y bombas de vacío para todo tipo de aplicaciones industriales.
Nuestros clientes confían desde hace más de un siglo en la calidad y el rendimiento de nuestras soplantes industriales de aire y gas. Nuestra prioridad sigue siendo la mejor capacidad de respuesta para resolver las necesidades de los clientes. Nuestro firme compromiso con la innovación técnica y la calidad queda demostrado con la instalación de más de 100 000 soplantes y bombas de vacío de varias etapas en todo el mundo.
Hoffman & Lamson goza de gran reputación como proveedor global de soluciones de ingeniería y productos de primera calidad eficientes y económicos. Confíe en Hoffman & Lamson por la calidad, fiabilidad y rendimiento que espera y su negocio exige.


 Afghanistan(EN)
Afghanistan(EN)

