![]() Global (EN)
Global (EN)
![]() Global (EN)
Global (EN)
How can we help you?
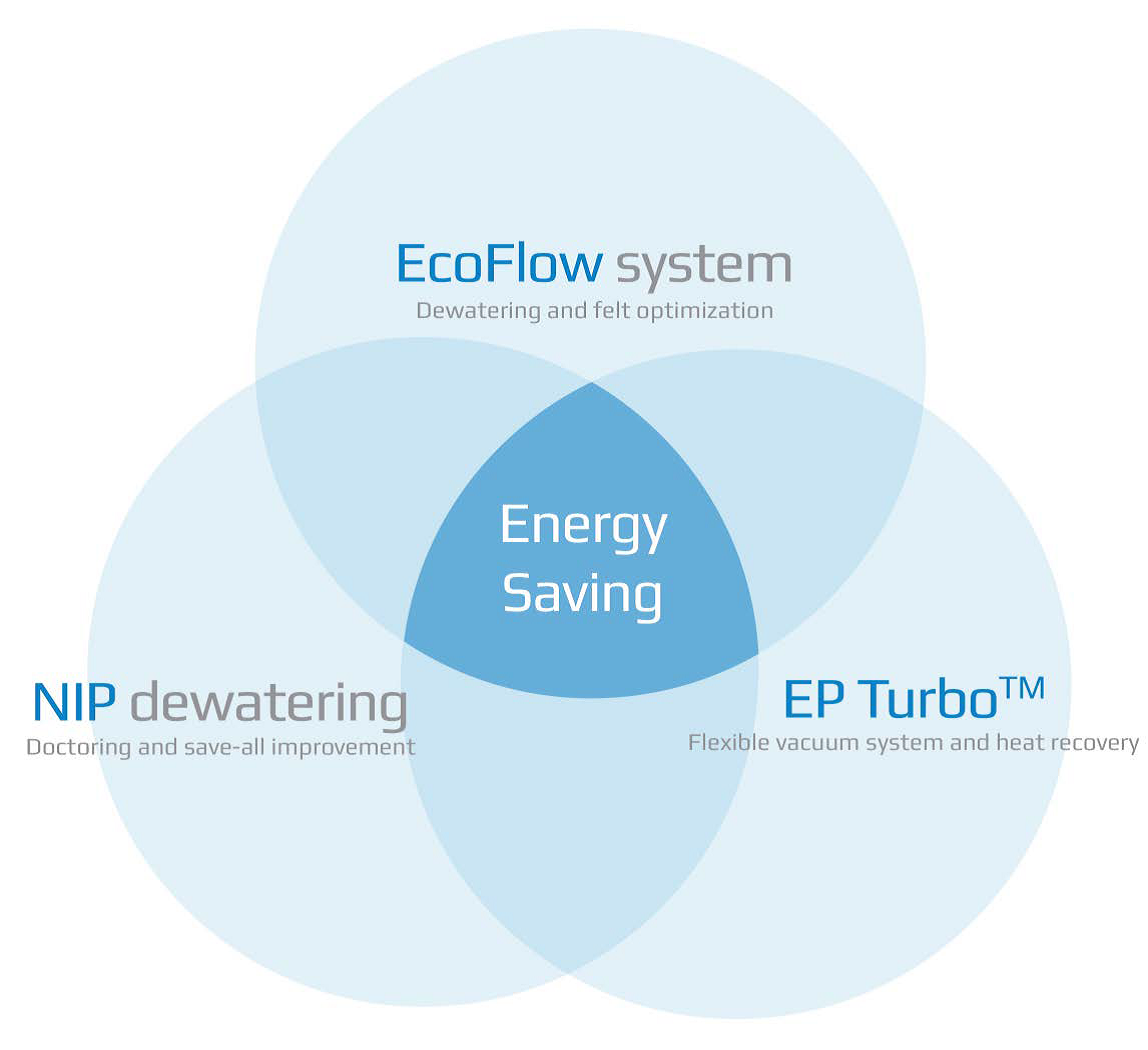
Fit-for-purpose vacuum system and efficient doctoring together with controllable dewatering solutions for forming and press sections are the fundamental base for good energy efficiency and low-cost pulp, paper, board and tissue production.
By Jukka Lehto, General Manager, Jussi Lahtinen, Sales & Marketing Director & Patrik Högl, Technical Sales Manager, Runtech Systems Ltd.
How can we help you?
How can we help you?
Runtech by Gardner Denver develops, designs and supplies equipment for the pulp and paper industry. Hundreds of paper, tissue, board and pulp mills benefit from our dewatering meters, vacuum systems, tail threading equipment and doctoring solutions. Years of hands-on papermaking know-how differentiates Runtech from traditional hardware suppliers. Our customers benefit from integrated solutions that result in significant operational cost savings, improved machine runnability and product quality.
Vacuum in a paper machine is used for a variety of reasons. Dewatering of the paper sheet is obvious, holding and controlling the route the sheet takes through the press section and conditioning the press felts are other key uses of vacuum in a paper machine. Vacuum is also used to hold and control the dewatering jet at a suction roll.
Early paper machine designs did not use vacuum at all, but relied on gravity and press nips to dewater paper. This we refer to as nip-dewatering. Machine speeds were then much slower than what we today are accustomed to. Today it is hard to imagine a paper machine without a vacuum system, and felt-dewatering is today still the most common way to dewater the paper in a press section.
The vacuum levels at a paper machine are typically between 5 and 70 kPa, which is relatively low compared to other vacuum applications in, for instance, the chemical industry. The air flows, though, are very high due to the large open areas we see in a paper machine.
Vacuum, which is a result of air being pulled through a restriction, is an expensive tool; it is one of the top three energy consumers in a paper mill. Historically it has been made available in abundance, and often used in excess. Today we face increasing cost of energy. Paper mills are demanding reduced operational costs to stay competitive. Therefore, it makes sense to review air flow demands and, when suitable, apply old school thinking, i.e. nip-dewatering rather than felt dewatering.

EcoFlow
The primary function of a wire- and press section in a paper machine is to remove water from the paper sheet. In order to understand the effectiveness of individual elements (such as save-all pans and suction boxes) of a wire- and press section, dewatering rate must be measured. Without this, critical air flow (i.e. vacuum level) review and consequent optimization cannot be successfully carried out.
Water that is removed from the paper sheet contains air, and is often subject to foaming. Traditional magnetic liquid flow meters demand a homogenous flow and will not be able to provide accurate data. Ecoflow meters are designed to measure water flow across a mechanical restriction and are not sensitive to entrained air or foaming. These devices are used both under vacuum (in a separator drop leg) and in atmospheric conditions.
The most economical method of water removal in a press section is nip dewatering, as opposed to felt dewatering which requires energy demanding air flow. Nip dewatering is facilitated by allowing felts to run wet in combination with suitable doctoring and save-all equipment. Suction rolls are often equipped with double doctors to prevent re-wetting and maximize void volume to allow best water removal. Save-all pans should be designed to manage the water that is removed from the nips, and engineered to be rigid enough to accommodate doctor holders.
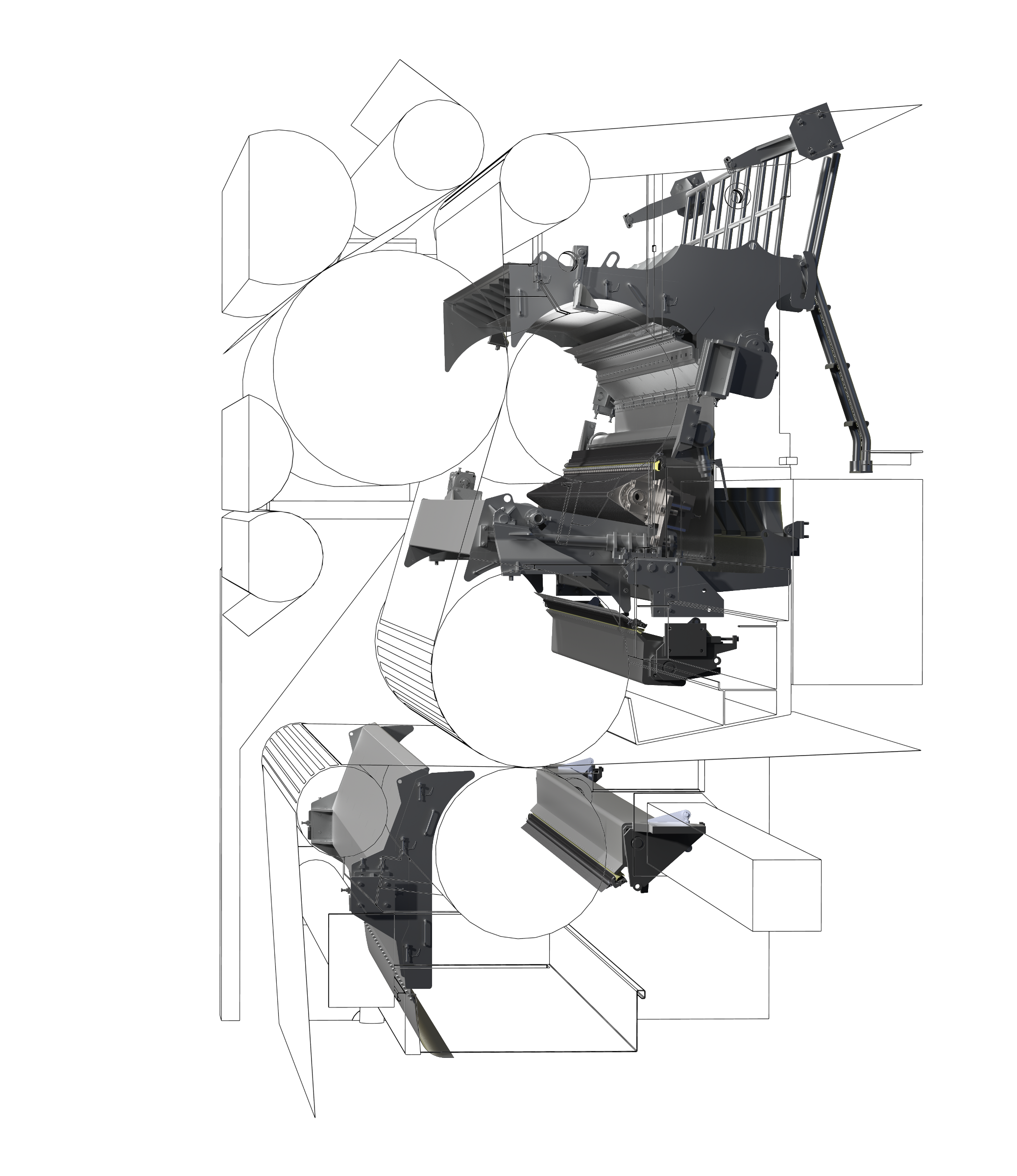
Save-All
Dewatering and doctoring are not only related to energy consumption, but also plays a big role in paper machine runnability, efficiency and profitability, as well as paper profiles. Therefore, a well-designed and operated dewatering and doctoring system is the key to a well performing and energy efficient press section.
Runtech is one of the leading suppliers for the improved dewatering and doctoring solutions for all kinds of pulp, paper, board and tissue machines. In many cases, Runtech’s solutions lead to a 1-3% - unit increase in dryness after press section which saves considerable amount of energy in the dryer section (4-12% less steam).
Vacuum is created as a result of moving air across a restriction. Fans, turbo blowers and liquid ring pumps can be used to achieve this. Often paper mills use a combination of these.
Turbo blowers have the benefit of being an inherently efficient way of compressing air for the modest compression ratios (less than 3,5) we face at a paper machine. A turbo blower is, for a given rotational speed and impeller design, a constant compression ratio device as opposed to a liquid ring pump which is a constant displacement machine.
The power consumption of a turbo blower is a function of the air flow that is being compressed to satisfy the pre-determined compression ratio. A constant speed turbo blower has a limited range of efficient operation since paper machine vacuum adjustment outside of the designed level requires throttling.

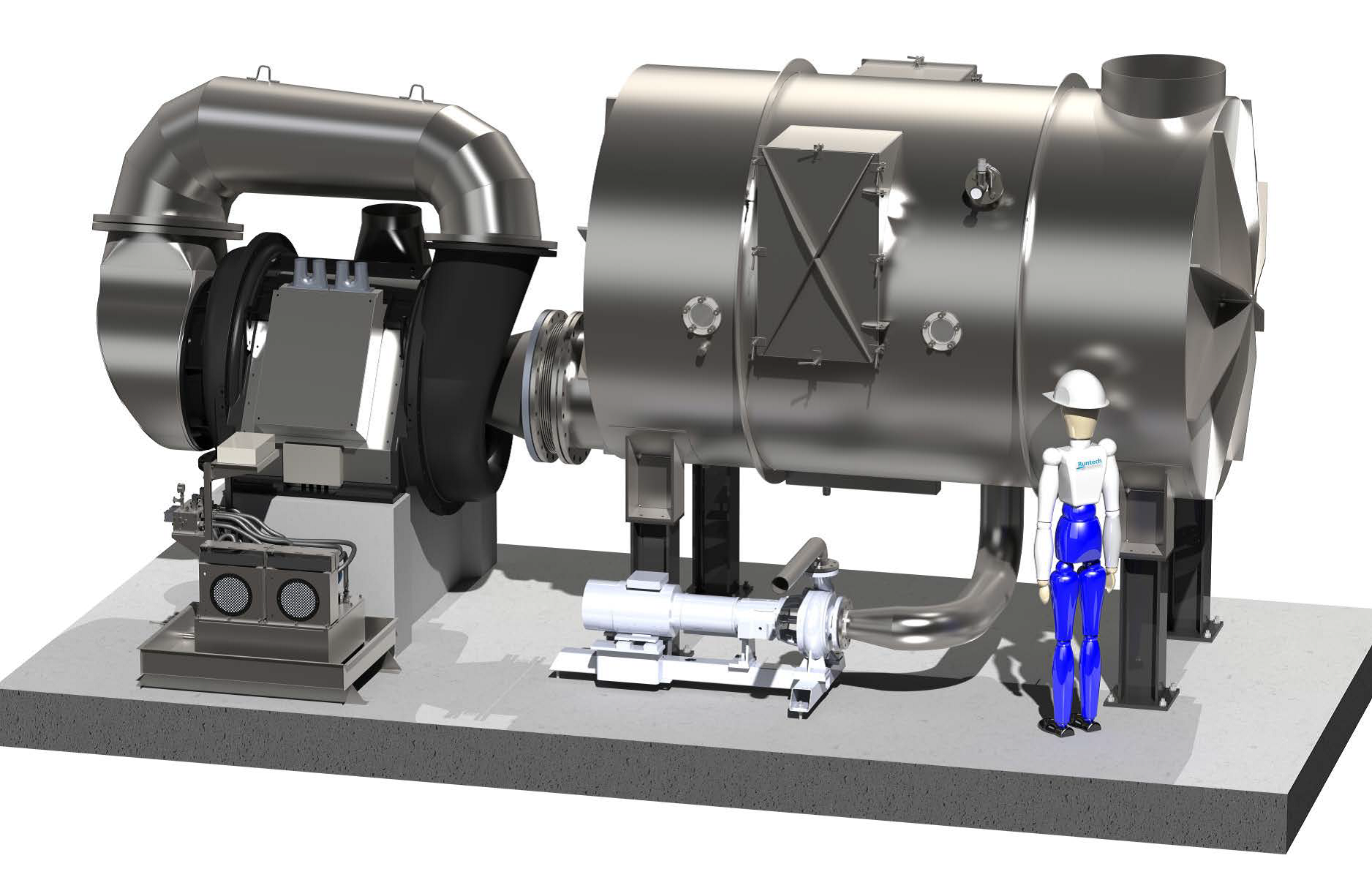
EP Turbo Blower
Each vacuum element in the machine, such as suction box and suction roll, need a certain amount of air flow to operate at an ideal vacuum level. The needed capacity is depending on felt life and type, paper grades, basis weights, machine speed etc. Traditional liquid ring pumps and fixed speed blowers cannot cater for these dynamic vacuum and flow needs, resulting in, often significant, waste of energy.
EP turbo blowers are designed to operate efficiently across a wide range of vacuum levels and air flows to allow paper mills to optimize vacuum levels while taking advantage of the higher efficiency a blower has over a traditional liquid ring pump device. High speed motors developed driven by frequency converters allows a typical RunEco blower to provide paper machine vacuum levels between 30 and 70 kPa. Wide range impeller designs allow high efficient levels across the operating range. This means that the amount and the usage of throttling valves can be reduced to a very minimum. The result is 30 to 70% energy savings compared with traditional vacuum systems.
Further, EP turbo blowers operate without the need for sealant liquid (water) so contribute to water savings in a paper mill.
As we know, vacuum demand varies with different paper grades, felts and machine speeds, therefore a tailor-made solution with flexible and variable capacity can balance the supply and demand, resulting in both optimized dewatering and minimized power consumption. For those reasons Runtech is performing professional vacuum system and dewatering audits, prior to a rebuild project, for its customers.
Runtech engineers have done thousands of vacuum system audits and dewatering studies at paper mills over the last 20 years. Those studies and audits enables Runtech to benchmark the effectiveness of existing vacuum systems, dewatering equipment, suction elements, fabrics and felts. These pieces of information come together in a, often stepwise, rebuild and upgrade plan that will result in minimized operational expense coupled with production increase and/or runnability improvements.

Vacuum system audit
Stora Enso Skoghall BM8 is the largest primary fibre board machine in Europe, with a width of 8.1 m and annual capacity of 450,000 tons. This machine produces predominantly liquid board for the food industry.
The vacuum system was upgraded in 2014. 10 liquid Ring Pumps were stopped and replaced by two (2) EP Turbo blowers and two (2) industrial fans. This allowed the mill to save 16.6 GWh/annum in direct electrical energy in addition to significant reductions in maintenance costs.

Leipa Schwedt PM4 produces LWC paper. At 1600 m/min and 8100 mm trim width, it is a large machine. The machine was originally supplied with two (2) multistage turbo blowers and one (1) single stage blower. This system was rebuilt in August 2015 by replacing one of the multistage blowers with an EP Turbo blower, realising approx. 7 GWh/annum in reduced power consumption.
This customer purchased a RunEco system (EP Turbo blowers and Ecoflow devices) together with a new paper machine that produces 300,000 tons p.a. of fine paper. A traditional vacuum system for such a machine will typically result in a specific vacuum energy of 70-100 kWh/t. The supplied solution realised 50 kWh/t after startup in 2015. As a result of the subsequent customer care activities, the system was further optimised, thanks to the installedEcoflow devices, and is now running at 35 kWh per ton of produced paper.
Ipek Kagit is a Turkish tissue paper producer. Runtech replaced the existing vacuum system (3 liquid ring pumps) of TM3 with a single EP Turbo blower in 2015. An EcoFlow system was installed at the same time allowing the mill to optimise the vacuum levels without sacrificing dewatering efficiency. The result was a 50% saving in energy, plus a significant reduction in water consumption.



 Afghanistan(EN)
Afghanistan(EN)