GARO Single Stage Compressors deliver reliable, proven performance especially for Chemical and Petrochemical process applications.
With a discharge pressure up to 5 bar abs. (72 psia), GARO offers efficient, OEM compressors with low maintenance requirements. With a suction capacity ranging from 100 to 5,000 m3/h (60 to 2,900 CFM), Single Stage models are indicated for demanding process applications like Chlorine, Vinyl Chloride Monomer (VCM), andSteamer Off Gas.
The AM and ASM liquid ring compressor series are ideal for demanding process applications in petroleum refining and chemical plants.
ASM models are specifically engineered for handling chlorine compression.
Single Mechanical Seal: Single, Double, Cartridge
Single Stage Design
Low Maintenance Liquid Ring Technology
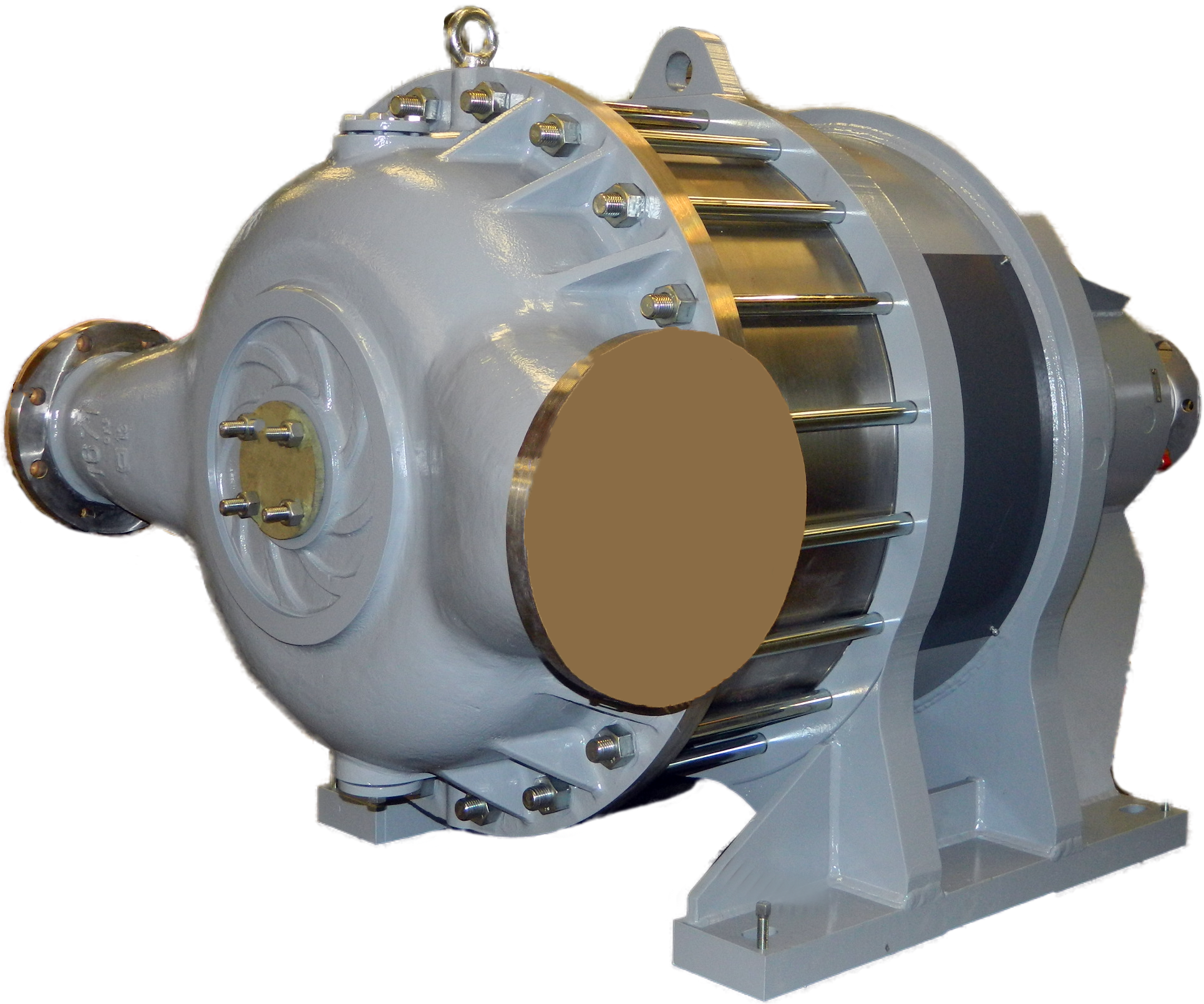
Double Eccentric Casing for Ideal Rotor Balance
Overhung impeller with Minimal Rotating Parts
Customized for Every Application
Design
Robust and low maintenance technology
In a liquid ring compressor, liquid is used as the compressant with no metal-to-metal wearing surfaces. The only wearing parts are bearings and mechanical seals - making a GARO liquid ring compressor practically maintenance free. While other compressor technologies have wearing metal pistons, vanes, lobes or screws, the GARO liquid ring offers ongoing reliable performance without the high maintenance that comes with metal wearing components.
With GARO Liquid Ring Technology the effects of erosion, corrosion, vibration and noise are minimized.
The liquid can be water, sulphuric acid, amine, crude oil or almost any liquid that does not react with the process gas, and is compatible with the metallurgy of the compressor.
The rugged design of GARO compressors offers reliable, low maintenance operation that is ideal for safe handling of wet, toxic, corrosive, flammable or explosive gases.
Designed to operate in demanding environments
Designed to operate in demanding environments like the chemical and petrochemical process industries, these compressors offer durability and reliability at a low cost of operation. The overhung impeller reduce maintenance needs and time.
 Afghanistan(EN)
Afghanistan(EN)