Select Your Country/Region
Current Region:
![]() USA (EN)
USA (EN)
Current Region:
![]() USA (EN)
USA (EN)
How can we help you?
Sugar production is a multi-step process that involves harvesting of either sugar cane or sugar beets, cutting and processing of the feedstock, extracting the juice, and processing the juice into both raw and refined forms. The process requires varying levels of both vacuum and compression to produce the desired end product.
The costs of production interruptions can be huge, which is why the sugar industry prefers NASH liquid ring vacuum pumps & compressors. NASH pumps are designed to be simple and robust providing dependable operation that can handle liquid slugs and process upsets without interruption.
NASH liquid ring vacuum pumps & compressors are more efficient in water usage, offering improved vacuum and capacity performance. Additionally, our pumps & compressors are highly reliable solutions that have minimal maintenance requirements, reducing production downtime. Further benefits our solutions provide to the industry include the following:
NASH liquid ring vacuum pumps & compressors are tireless workhorses, designed to stand up to the rigorous, nonstop demands required by the sugar industry. Our reliable solutions are vital for applications such as filtration, carbonation, and evaporation/crystallization.
The process from plant to juice occurs in two ways:
1. Sugar Cane:
After harvesting and delivering to the sugar mill, the cane is washed, chopped, and shredded by revolving knives. The shredded cane is repeatedly mixed with water and crushed between the rollers. The juice is collected and the remaining fibrous solids, which are called bagasse, are filtered out of the juice using NASH vacuum pumps. Bagasse can be used for fuel, or in the production of fiber molded products.
2. Sugar Beets:
After harvesting and delivering to the processing plant, the beetroots are washed, mechanically sliced into thin strips called cossettes, and passed through a diffuser to extract their sugar content into a water solution. The used cossettes, or pulp, is pressed down to 75% moisture, recovering additional sucrose and reducing the energy needed to dry the pulp. The pulp is dried and sold as animal feed.
Juice purification by carbonation depends on a well-controlled supply of CO2 gas. The gas must be free of impurities and no lubricant vapors are added to the gas stream.
The raw juice is mixed with hot milk of lime to precipitate a number of impurities. Next, CO2 is bubbled through the alkaline sugar solution, precipitating the lime as calcium carbonate. NASH liquid ring compressors provide several benefits throughout this process including:
This operation serves two functions in the mill, which are to remove the excess juice from the bagasse before downstream use and to extract available sucrose from the mud at the bottom of clarifiers or filters. The sugar industry relies on NASH vacuum pumps to supplement these filters because moisture in the vacuum line, even soft solids, will not damage the robust NASH vacuum pump.
In this process, vapor, air, and other non-condensibles can be drawn off the refined juice to optimize the transformation of syrup to a semi-liquid state where sugar crystals begin to form. Vacuum created by the NASH liquid ring pump assists in the evaporation and crystallization process.
In a wet vacuum system, the NASH vacuum pump serves as a secondary condenser. Liquid compressant in intimate contact with the saturated air condenses most of the vapor that was not removed in the counter-current condenser.
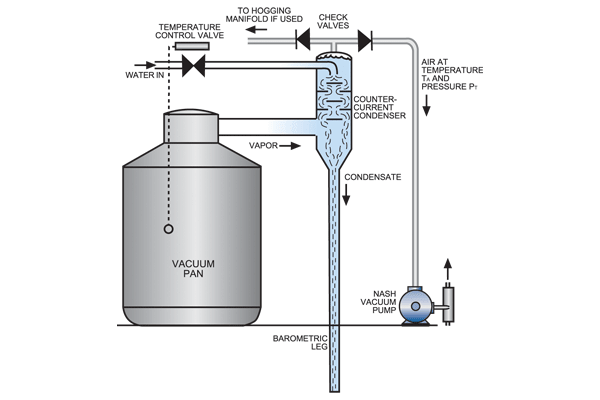
The significance of this is that transforming vapor into liquid decreases the volume that the pump must handle. Its effect is to decrease the size of the pump required by increasing the NASH pump’s capacity significantly beyond its dry air rating. How much-added capacity can be attained depends on how cool the liquid compressant is with respect to the temperature of the incoming air-vapor mixture.
Nash is a leading global provider of liquid ring vacuum pumps. For over 110 years, Nash has been providing reliable, engineered systems that stand up to the rigorous, nonstop demands of harsh industrial environments.
 Afghanistan(EN)
Afghanistan(EN)